Walk through almost any modern factory and you’ll find cameras watching every step of production, not for security, but to check, measure, and verify products faster than any person could. This is machine vision at work, and it has quietly become one of the most widely deployed technologies in industrial automation. This introduction to machine vision covers what the term actually means, how the underlying technology functions, where it’s used, and why so many manufacturers now consider it essential rather than optional.
What Is Machine Vision?
So, what is machine vision, exactly? At its simplest, it’s the use of cameras and software to give machines the ability to “see” and interpret what they capture, then act on that information automatically. Unlike a photograph that simply records an image, a machine vision system analyzes that image against rules or trained models to make a decision: pass or fail, measure or reject, read or flag.
Machine vision technology sits at the intersection of optics, sensors, and software. It borrows from digital imaging and computing, but its purpose is narrower and more practical than general-purpose computer vision: it’s built to perform one or several specific inspection or guidance tasks, repeatedly and reliably, within a production environment. That focus on repeatable, real-time decision-making is what separates machine vision systems from a standard camera setup.
How Machine Vision Works

Understanding how machine vision works helps explain why it has become so dependable on production lines. The process generally follows a consistent sequence:
- Image capture — a camera captures an image of the object, often with carefully controlled lighting to eliminate shadows or glare.
- Preprocessing — the software adjusts contrast, filters noise, or isolates the region of interest.
- Analysis — the image is compared against a defined standard, a set of rules, or a trained model to identify features, defects, or measurements.
- Decision and action — the system outputs a result, such as a pass/fail signal, a measurement value, or a coordinate for a robotic arm to act on.
This entire sequence typically completes in a fraction of a second, which is what allows machine vision to keep pace with high-speed production lines without becoming a bottleneck. The speed and consistency of this cycle are also why machine vision inspection has replaced manual checks in so many high-volume settings.
Who Uses Machine Vision
Industrial machine vision is no longer confined to a handful of specialized sectors. Automotive manufacturers use it to verify weld quality and part alignment; electronics producers rely on it to inspect solder joints and component placement on densely packed circuit boards; food and beverage companies use it to check fill levels, packaging integrity, and label accuracy. Pharmaceutical manufacturers depend on it for tablet inspection and packaging verification, where even minor errors carry serious consequences.
Beyond these traditional strongholds, logistics and warehousing operations increasingly use vision systems for barcode reading, package sorting, and dimensioning. Robotics integrators use machine vision to guide pick-and-place operations, allowing robots to locate and orient parts that arrive in random positions. What connects these varied users is a shared need: fast, consistent, and objective visual judgment applied at a scale no manual workforce could sustain.
Machine Vision Applications Across Industries
The range of machine vision applications reflects just how flexible the underlying technology is. Common uses include:
- Quality inspection — detecting surface defects, cracks, discoloration, or missing components
- Dimensional measurement — verifying that parts meet size and tolerance specifications
- Code and character reading — scanning barcodes, QR codes, or printed text for traceability
- Guidance and robotics — helping robotic arms locate, orient, and manipulate parts
- Sorting and counting — classifying products by size, color, or shape on high-speed lines
Each of these applications draws on the same core technology but is tuned differently in terms of camera type, lighting, and software logic, which is precisely why understanding the types of machine vision systems available matters once you move from general awareness to actual implementation.
Machine Vision in Manufacturing
Nowhere is the impact of this technology more visible than machine vision in manufacturing, where it has become deeply embedded in quality control and process automation. On the factory floor, vision systems typically operate at multiple points along the production line: verifying incoming raw materials, checking work-in-progress at critical assembly stages, and performing final inspection before packaging or shipment.
This layered approach means defects are often caught close to where they originate, rather than only at the end of the line, which reduces scrap and rework costs. It also generates a steady stream of inspection data that manufacturers can use to spot trends, such as a gradual drift in a machining process, before they turn into larger quality problems. As production speeds increase and tolerances tighten, this kind of continuous, data-generating inspection has shifted from a competitive advantage to something close to a baseline expectation in many industries.
Machine Vision Systems vs. Human Inspection
One of the most practical ways to understand the value of machine vision is to compare it directly with manual visual inspection performed by people. Both approaches aim to catch the same defects, but they differ significantly in consistency, speed, and the type of judgment each is suited for.
| Criteria | Human Inspection | Machine Vision Systems |
|---|---|---|
| Speed | Limited by human reaction time and fatigue | Consistently fast, suited to high-speed lines |
| Consistency | Varies with attention, fatigue, and shift changes | Uniform results across every cycle |
| Repetitive tasks | Prone to lapses over long shifts | No degradation over time |
| Judgment on ambiguous cases | Strong at handling novel or unexpected situations | Limited to trained rules or learned patterns |
| Setup and flexibility | Adapts quickly to new products without reprogramming | Requires configuration or retraining for new tasks |
| Data generation | Manual logging, often inconsistent | Automatic, structured inspection data |
This comparison shows why most modern production lines don’t treat machine vision and human inspection as competitors but as complementary layers. Vision systems handle the repetitive, high-volume checks where consistency matters most, while people remain valuable for judgment calls on unusual or ambiguous cases that fall outside a system’s trained scope.
Key Benefits of Machine Vision
The advantages that draw manufacturers toward machine vision systems tend to fall into a few consistent categories:
- Higher accuracy on repetitive checks, since the system applies the same criteria every time without fatigue
- Faster inspection cycles, keeping pace with high-speed production rather than slowing it down
- Reduced labor dependency for routine, high-volume visual checks
- Traceable inspection data that supports root-cause analysis and continuous improvement
- Lower long-term defect and rework costs, since problems are caught earlier in the process
These benefits explain why adoption has spread well beyond large-scale automotive and electronics plants into mid-sized manufacturers across many sectors.
AI Is Changing What Machine Vision Can Do
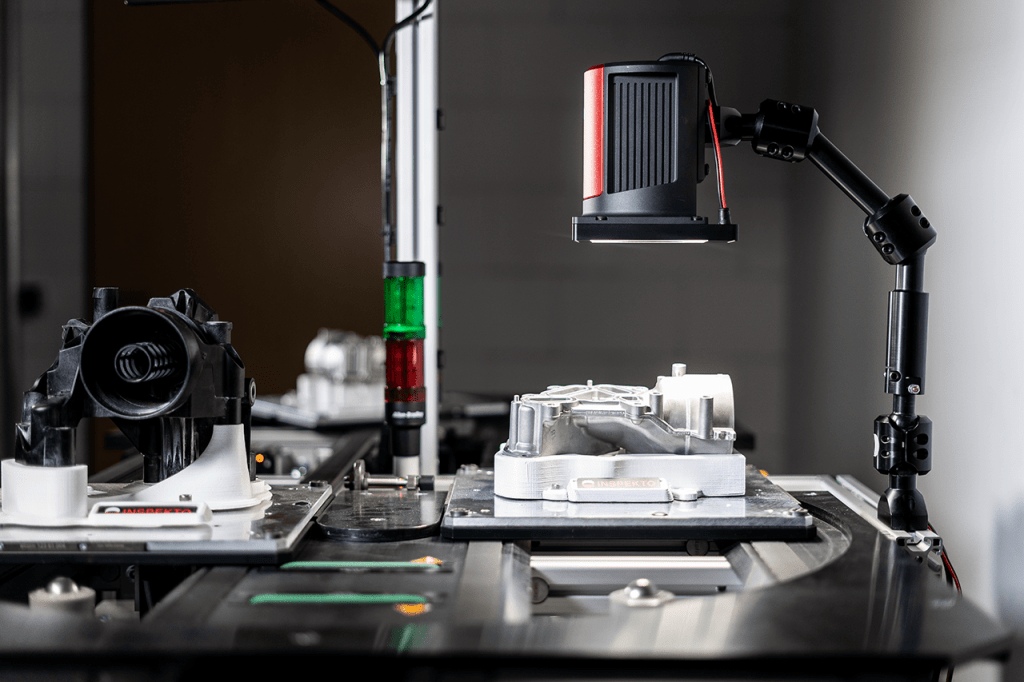
A newer generation of systems is also expanding what’s possible beyond traditional rule-based inspection. The Siemens Inspekto S70, for example, is designed as a self-learning, autonomous inspection system that can be set up without deep vision engineering expertise, reflecting a broader industry shift toward AI-assisted systems that adapt more easily to variable products and subtle defects. This kind of accessibility is gradually bringing machine vision within reach of manufacturers who previously found the technology too complex or costly to deploy.
Conclusion
Machine vision has moved from a specialized industrial tool to a foundational technology across manufacturing, logistics, and quality control. By combining cameras, lighting, and software into a system capable of consistent, real-time decision-making, it solves a problem that manual inspection alone struggles to keep up with: sustaining speed and accuracy at production scale. As the technology continues to mature, particularly with AI-driven systems lowering the barrier to entry, machine vision is likely to become even more embedded in how products are made and checked, complementing rather than replacing the human judgment it was originally designed to support.